Der Ultimative 3D-Druck Guide
tl;dr
3D-Druck ist eines der Rabbit Holes, an das ich mich bisher nicht heran gewagt hatte. Danke exzellenter Einweisung eines Mitarbeiters, habe ich mich nun durchgerungen, mich auch in dieses Thema einzunerden. Meine Erfahrung sammle ich in meinem “ultimativen” 3D-Druck Guide.
Inhalt
Welcher Drucker
Mit welchem Drucker soll man anfangen?
Eigentlich standen für mich immer nur der Prusa Mini oder der Ender 3/5 zu Diskussion. Aufgrund einer ausführlichen Diskussion mit Marc habe ich mich am Ende für eine Modell der Firma Anycubic entschieden. Nach dem Studium mehrere YouTube-Videos, in denen verschiedene Modell getestet wurden, habe ich mich für ein Anycubic Kobra 2 Neo entschieden. Der Drucker schien mir die wenigsten (für mich verkraftbaren oder nicht einschätzbaren) Nachteile und die meisten Vorteile zu kombinieren. Letztendlich war dann noch das Weihnachtsangebot ausschlaggebend. Im Falle, die Idee mit dem 3D-Druck würde nichts, wäre die Fehlinvestition zu verkraften.
Ein paar erste Eindrücke zum Anycubic Kobra Neo 2:
Pros
- Günstiger Preis für Einsteiger
- Für einen Laien, ein hervorragender Druck (mit dem original Filament)
- Sehr schnell - soweit ich das beurteilen kann Gerät ist in 15 Minuten montiert und benötigt quasi keine Nachjustierung
- Anycubic Slicer ermöglicht einen Quick Start
Cons
- MicroSD-Karten Slot, man ist permanent damit beschäftigt die Karte hin und her zu tragen
- Bedienfeld ist mit einem Drehrad - kein Touch - das geht doch besser
- Mit Anycubic Slicer war ich nach ca. 1 Woche am Limit
Update (02/24)
- Die Sache mit der MicroSD-Karte nervt. Allerdings bin ich inzwischen auf OctoPrint umgestiegen und lade die Dateien über den Browser in den Drucker. Damit hat sich das Problem erübrigt.
- Mit dem Anycubic Slicer war ich recht schnell am Limit. Inzwischen bin ich auf OrcaSlicer umgestiegen. Hier gibt es quasi unendlich viele Möglichkeiten etwas falsch zu machen. Genau das habe ich gesucht.
- Das Bedienfeld mit dem Drehrad ist überflüssig, wird jetzt ales über den Browser erledigt.
- Der Listenpreis sind 230€, im Angebot habe ich das Gerät für 209€ erhalten. Aktuell kostet es im Angebot 198€. Also selbst beim Angebotspreis kann man etwas falsch machen.
Links
Fazit
Beim ersten Drucker kann man IMHO nichts wirklich richtig und nichts wirklich falsch machen. Mehr Geld kann man später immer noch ausgeben, wenn man weiß, was man damit wirklich machen will.
Quick-Start und Benchy
Mein Drucker ist in vier Schritten zusammengebaut und perfekt justiert. Nach dem Anschluss kann mit den 10m Test-Filament direkt losgelegt werden. Auf der beigefügten Micro SD Karte sind einige Modell vorhanden, darunter auch das obligatorische Benchy. Das Out-of-the-Box Ergebnis des Druckers ist top und macht Lust auf Mehr.

Benchy was?
Das Benchy ist das “Hallo Welt” des 3D-Drucks. Es hat vereint so ziemlich alles aus dem 3D-Druck, im Prinzip ein Referenzmodell, ein Benchmark. Daher auch der Name. Neues Filament? Benchy drucken, neue Software? Benchy drucken. Am Drucker was geändert? Benchy drucken. Am Ende hat man eine ganze Flotte von Benchys.
💡 Pro Tip
Am besten die Benchys beschriften (Datum, Einstellungen, Filament etc.) - man kann daran gut die Veränderungen erkennen und nicht das auf Sd-Karte gelieferte Benchy-File nutzen, mit dem eigenen Slicer erstellen, da gibt es in der Tat Unterschiede.
Druckerprobleme
Die ersten Drucke waren top. Die Qualität berauschend und dann fing es an. Murphy’s Law an allen Ecken und Enden. Meine bisherigen Probleme und Lösungen hier.
Prinzipiell gilt: Am 3D-Drucker darf nichts wackeln und/oder lose sein. Das muss einem jemand sagen!
Under Extrusion
Ganz fieses Problem: Die erste Schicht haftet nicht ordentlich auf dem Druckbett oder es gibt sichtbare Abstände zwischen den Schichten.

Das Ganze läßt sich über die FLow Ratio einstellen. In dem Beispiel unten war die Flow Ratio auf 0,98 eingestellt. In OrcaSlicer findet man die Einstellung jeweils für das Filament.
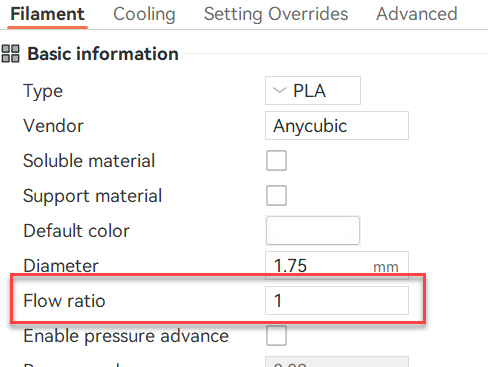
Es gibt hierfür Möglichkeiten der Kalibrierung um den besten Wert (zwischen 0,95 und 1,05 herauszufinden).
Lockeres Druckerbett
Wenn das Druckbett (printing bed) lose ist, muss es nachjustieren werden. Das Druckbett bewegt sich, das heißt es sit auf Rollen gelagert. Wenn diese Rollen Spiel haben wackelt das Ganze. Bei kleineren Drucken fällt dies nicht auf. Bei größeren entstehen auf der einen Seite des Drucks vielleicht “Löcher” zwischen den Schichten, die erste Schicht ist nicht ordentlich auf dem Druckbett und auf der anderen Seite des Modells trifft der Drucker sogar den Druck. In meinem Fall war es nur eine Haaresbreite, das hat gereicht, daß ab einer Bestimmten Druckhöhe der Druck vom Druckbett gerissen wurde.
Bei einem Anycubic Drucker kann es recht einfach nachjustiert werden. Im Video wird gezeigt wie:
Druck löst sich vom Druckbett
Löst sich der Druck vom Druckbett, ist in der Regel die Haftung zu gering.
Insbesondere bei schmalen, hohen Drucken kann dies recht schnell passieren.
Ursache: Die oberen Druckschichten kühlen ab und ziehen sich zusammen, dadurch entstehen im Druck Spannungen, die den Druck lösen. Bei passiert dies oft bei dünnen Drucken, sobald die ersten paar gekühlten Schichten aufgetragen werden.

Möglichkeiten dem Problem entgegenzuwirken: Die Haftung des Druckbetts zu erhöhen:
- PLA und Hautfett scheinen sich nicht sonderlich zu vertragen, daher das Druckbett mit Isopropanol reinigen - und möglichst nicht direkt anfassen. Ich mach das alle paar Drucke.
- Temperatur erhöhen, bei mir hat es bei manchen Drucken geholfen, die Temperatur schrittweise (5 ℃), jedoch nicht mehr als 15℃.
- Raft-Layer verwenden: Plastik klebt am besten auf Plastik. Durch die größere Kontaktfläche v
Eine Möglichkeit scheinen noch spezielle Kleber zu sein, der auf das Druckbett aufgetragen wird. Habe ich selbst noch nicht getestet.
Für alle anderen Varianten gilt:
OrcaSlicer
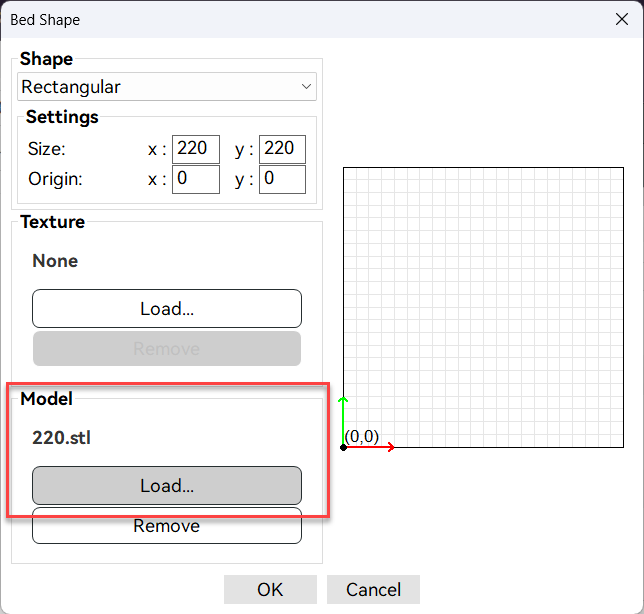
Druckbett
Das originale Anycubic Druckbett läßt sich recht leicht in OrcSlicer darzustellen.
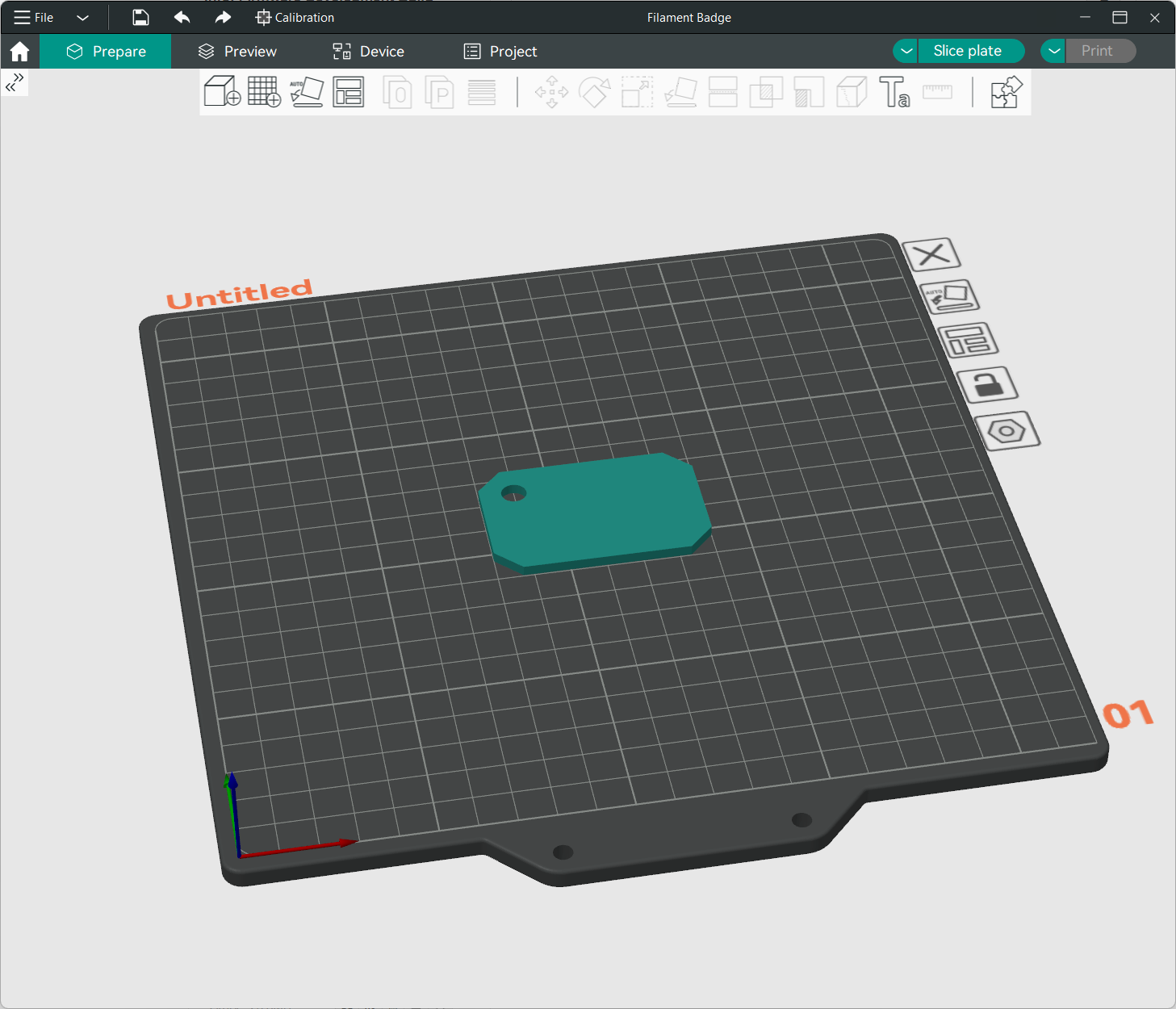
In OrcaSlicer unter Printer Settings, im Reiter Basic Information, di Printable area auswählen.
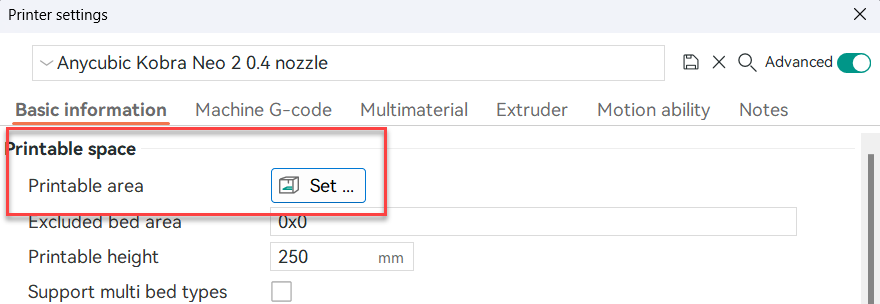
Dort unter Model das Model von Anycubic auswählen. Im Fall des Anycubic Kobra 2 Neo ist es das 220x220 Druckbett. Die STL-Datei 220.stl ist bei mir dann z.B. unter C:\Program Files\AnycubicSlicer\resources\profiles\Anycubic zu finden.
Links
- OrcaSlicer: https://github.com/SoftFever/OrcaSlicer
- OrcaSlicer Discord: https://discord.gg/P4VE9UY9gJ